プラスチックの収縮は、溶融状態から冷却されて固い状態へのポリマーの体積収縮率です。収縮のほとんどは、冷却中に金型内で発生します。成形品が冷却し続けると、射出後に少量の収縮が発生します。全収縮は、成形収縮と後収縮の結果です。
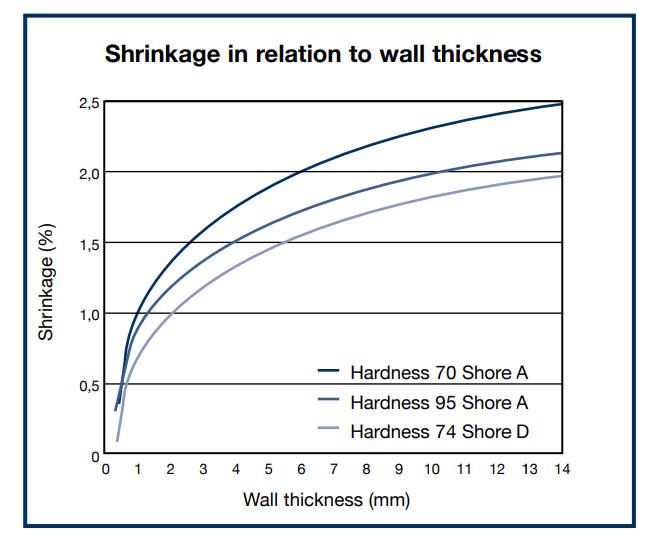
TPU プラスチック樹脂の収縮率は 0.1% ~ 1% です。TPU 成形品の収縮は、成形品の設計、肉厚、ゲートの設計と加工条件、溶融温度と金型温度、射出圧力と保持圧力など、さまざまなパラメータの影響を受けます。肉厚が厚いほどTPUの収縮率が高くなり、ショア硬度が低いほどTPUの収縮率が高くなります。肉厚とショア硬度に関連する TPU グレードの収縮については、下の図を参照してください。
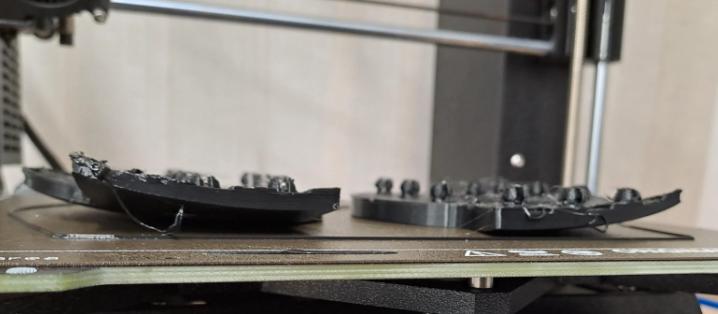
ポリマーの収縮によって生じるこの体積収縮は、多くの場合、部品の巻き付きや寸法の違いにつながります。寸法安定化が要求される部品やシームレス組立品では、収縮量を正確に予測する必要があります。

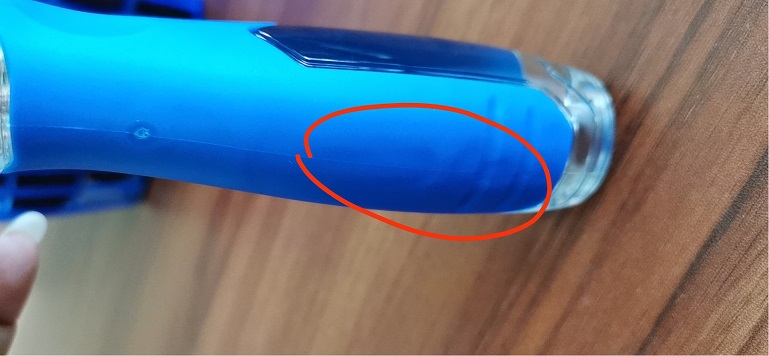

収縮による製品の欠陥については、以下のヒントに従って解決してください。
射出圧力を上げる
保圧時間または冷却時間を長くする
低い TPU 溶融温度
TPU 金型温度を下げる
保圧を下げる
もし 当社の製品に興味があり、詳細を知りたい場合は、ここにメッセージを残してください。 できる限りすぐに返信します。











 サポートされているIPv6ネットワーク
サポートされているIPv6ネットワーク