TPU フィルムは、主にブロー成形、キャスティング、カレンダリング、および押出コーティングを含む、TPU粒子の押出加工によって形成されます.インフレーションTPUフィルムは、靴の素材、防水性と透明性のある衣類の生地、医療および防衛用品、武器の包装、テント、スポーツおよびレジャー機器、生理用ナプキン、おもちゃ、および民間の日用品の包装に使用できます.これは、TPUフィルムの最も広く使用されている行列です.キャストTPUフィルムは、靴の素材、防水性と透湿性のある衣類の生地、武器のパッケージ、テント、スポーツウェア、日用品などに使用できます.カレンダリングは主にTPUシート製品の製造に使用され、TPUシートは透明なショルダーストラップ、医療用包装材料、安全防弾ガラス合わせガラス、コンベヤーベルト、内装材、ライナーなどの製品の製造に使用されます.押出コーティングは、一般的に複合布を製造するために使用されます. TPUは、不織布、工業用生地、およびアパレル生地で一度にコーティングされて、アパレル生地、商標、手袋などに使用できる複合生地を形成します. 熱可塑性ポリウレタンエラストマーTPU 映画は魚眼レンズです.次の図は、原材料、プロセス方法、および機器の品質の影響要因を分析しています.
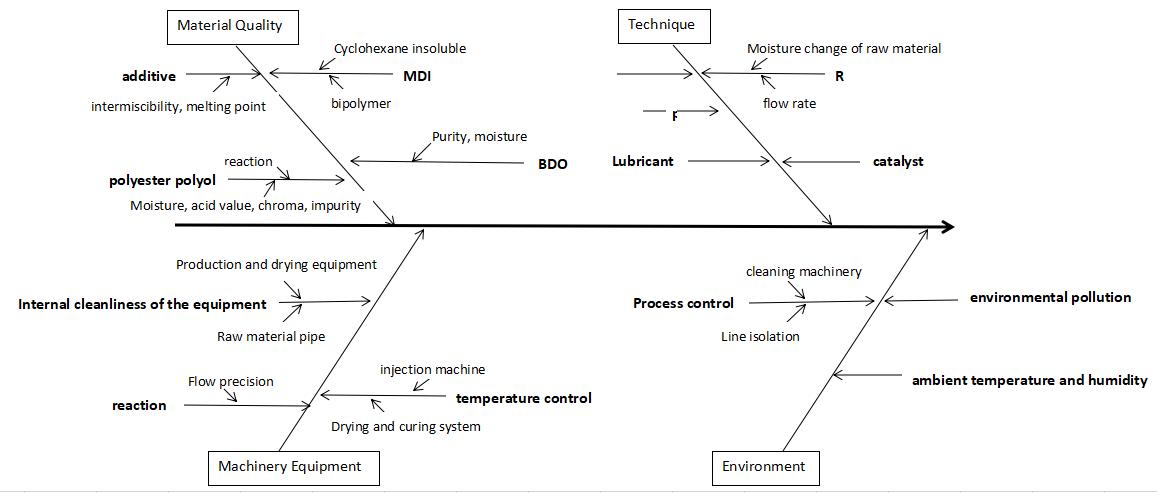
TPUの原材料の品質
TPUは通常、ポリエステルまたはポリエーテルポリオール、ジイソシアネート、および小分子グリコール鎖延長剤の反応によって形成されます.ポリエステルジオールまたはポリエーテルジオール、ジフェニルメタン-4,4'-ジイソシアネート(MDI)および鎖延長剤1,4-ブタンジオール(BDO)からTPUを合成する場合、尿素、アロファネート、ビウレットなどの架橋結合の副作用が発生する可能性があります.特定の温度および微量で水分または微量金属不純物または他の不純物の存在下.
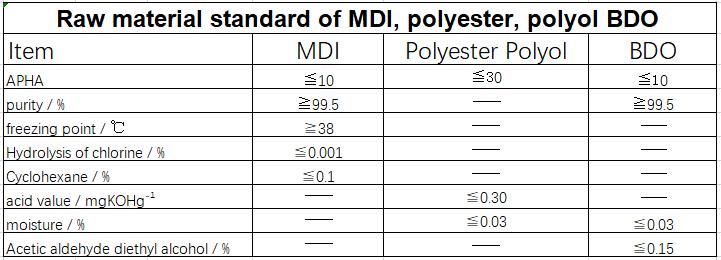
したがって、TPUフィルムのフィッシュアイを減らすために、TPUの原材料の品質を厳密に管理する必要があります.次の表は、参考のためにTPU製造のいくつかの原材料基準を示しています.
一方、添加剤の影響も考慮に入れる必要があります.ポリエステルまたはポリエーテルポリオールに添加剤を添加する場合は、ポリエステルまたはポリエーテルポリオールとの適合性または融点を考慮する必要があります. 200〜220 ℃のTPU処理温度では、添加剤が分解・炭化して不純物が発生しないようにする必要があります.そのため、すべての添加剤について高温耐性と分解温度を考慮する必要があります.
行列
プロセス制御は、製品の安定性と魚眼レンズの制御にとって特に重要です.プロセス制御には、主に原材料の流れの安定性、現場でのメルトインデックス(MI値)の検出と制御、および原材料の反応活性が含まれます. TPUの製造処理には、装置の洗浄、処理温度とスクリュー速度の調整、フィルターメッシュ数、潤滑効果、およびその他の制御点が含まれます.表面効果と流動性を改善するために、いくつかの追加の潤滑剤を追加する必要があります.製造および加工中のイソシアネート指数(R値)やMI値などの主な影響要因と解決策を以下の表に示します.
管理項目 | インパクトファクター | Solution |
R | 1.原材料の水分含有量 | 原材料の水分含有量を0.03%以内に制御する |
2.灌流流の変動 | 流量変動範囲を0.02%以内に設定してください | |
MI | R値の変更 | 原材料の水分含有量を0.03%以内に制御する |
流量変動範囲を0.02%以内に設定してください | ||
反応する イオン | 1.触媒タイプ | 容易に加水分解されない触媒を選択してください |
2.触媒添加法 | ポリエステルまたはポリエーテルポリオールの触媒加水分解を防ぐためのサイドアッド触媒 | |
ルブリ カント | 潤滑剤の種類と量 | 適切な内部および外部潤滑剤を選択し、残留物を減らすために量を追加します |
pr 成功 | パーコレーター | フィルタメッシュを増やす |
潤滑剤 | 溶融物がスクリューの内側または |
異なるR値(または異なるMI値)の混合処理を行ったTPUは、TPUフィルム製品のフィッシュアイに影響を与えます.次の表は、フィルムのフィッシュアイに対する異なるR値とMIの影響を示しています.
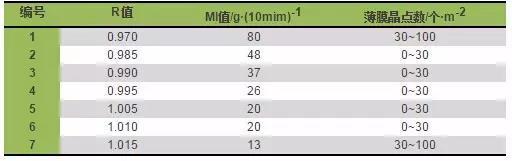
R値またはMI値が低すぎるか高すぎる場合、単位面積あたりの魚眼レンズの量は比較的多くなります.これは、重合度の違いにより、相対分子量が広く分布するためです.相対分子量が異なると溶融温度が異なり、フィッシュアイにつながります.相対分子量が高いTPUは溶融しにくいためです.したがって、TPUのR値は、透明なフィルムを作成するために、通常0.985〜1.010の間で選択されます.また、3成分の流量差は、R値とMI値の差に直接つながります. 3成分の流量を制御することが重要です.実験によると、MI値の差が10以上であり、製品をR <1およびR> 1と混合するとフィッシュアイが発生する可能性があります.
もし 当社の製品に興味があり、詳細を知りたい場合は、ここにメッセージを残してください。 できる限りすぐに返信します。











 サポートされているIPv6ネットワーク
サポートされているIPv6ネットワーク