1.の前処理 TPU顆粒
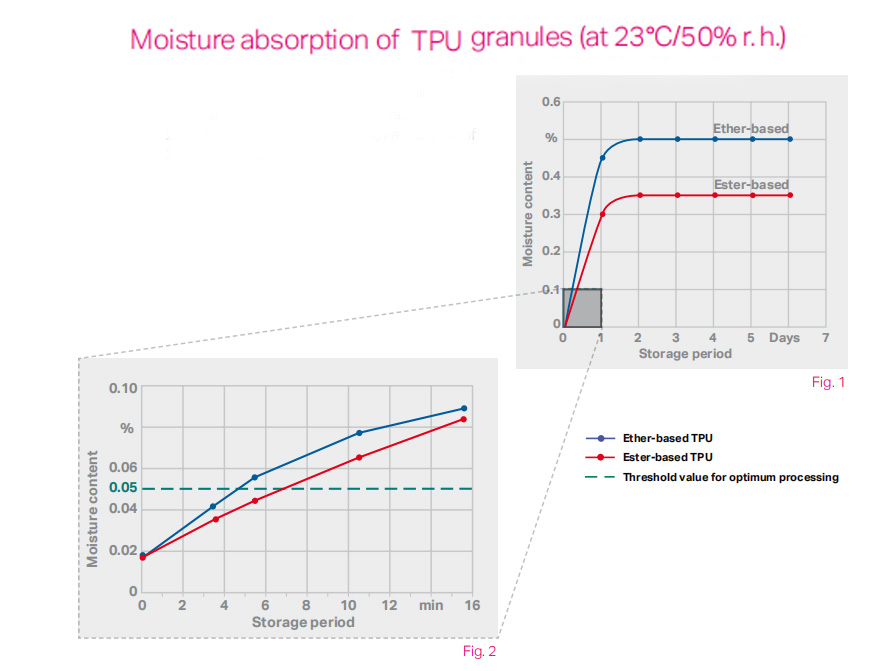
TPU材料の湿度が高すぎると、TPU製品に小さな気泡や銀の縞が発生し、TPU押出製品の表面が滑らかで明るくなりません.トラブルのない表面成形製品を確保するために、ペレット材料の湿度は005%未満にすることをお勧めします. TPU顆粒は空気中の水分を吸収します.組成の種類、形状、環境条件に影響される吸湿速度.次の図は、保管期間によって充電された水分含有量を示しています.
通常、未乾燥の機能マスターバッチも上記の製品の欠陥を引き起こす可能性があります.これらのマスターバッチは個別に乾燥させる必要があり、水分含有量も0.05%未満に制御されます.製品の硬度の違いに応じて、乾燥温度を80〜110 ℃に制御し、乾燥時間は1〜3時間にすることをお勧めします.除湿乾燥機は、TPU顆粒をより短時間でよりよく乾燥させることができます.
乾燥したTPU顆粒は、乾燥後すぐに密閉容器で冷却する必要があることに注意してください.冷却時に空気にさらされることは避けてください.
2.TPU押出プロセスの処理温度
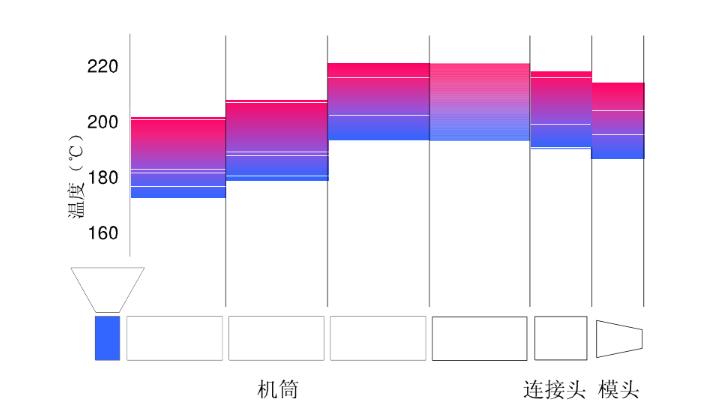
TPU溶融粘度は非常に高いです. TPU溶融物を完全に可塑化し、同時に製品表面の粘度を最小限に抑えるために、供給セクションから計量セクションへの低温から高温への分布、および計量からの高温から低温への分布をお勧めします.ダイへのセクション.温度分布図は次のとおりです.
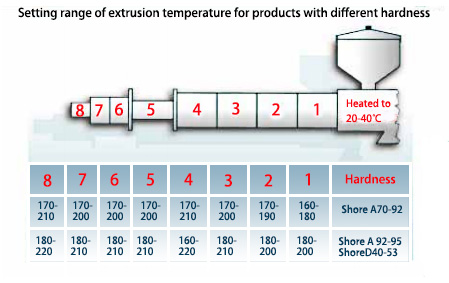
TPU押出プロセスの設定温度は通常160 ° Cから230 ° Cです.温度設定では、製品タイプ、TPU硬度、およびTPU溶融範囲の要素を考慮する必要があります.プロセス温度は、押出機とスクリューのサイズにも影響されます.スクリューの円周速度は0.3m / sを超えてはなりません.大型押出機のせん断力が高いため、大型押出機を使用する場合は温度を低く設定できます.ダイヘッドの温度が低いため、薄暗い軽いプラスチック製品の表面が作成されます.ダイヘッドの高温により、表面が滑らかで明るくなります.参考までに、バレルとダイヒーターの温度設定ガイドラインを下回っています.
3.TPU押出プロセスのスクリュー速度
TPUはせん断力に非常に敏感であるため、スクリュー速度が速すぎないようにする必要があります.ただし、スクリュー速度が遅すぎると、溶融物がバレル内に長時間留まり、材料の劣化を引き起こします.一般的に、スクリュー速度は20-50RPMの間でなければなりません.溶融樹脂が完全に可塑化され、製品の表面が滑らかで気泡がない場合は、適切なスクリュー速度を選択する必要があります.
4.TPU押出チューブ製品およびTPU押出クッション製品の後処理
TPU製品は、室温で一定時間放置した後にのみ、最高の物理的性能レベルに到達できます.このプロセスは、循環空気オーブンで15〜20時間アニーリングすることで加速できます.硬度が95Aショア以下の製品の場合、80 ° Cから90 ° Cでのアニーリングをお勧めします.硬度がショア93A以上の製品の場合、100 ° Cから110 ° Cでのアニーリングをお勧めします.圧縮永久歪みをアニーリングすることによってのみ、最高の状態に達することができます
もし 当社の製品に興味があり、詳細を知りたい場合は、ここにメッセージを残してください。 できる限りすぐに返信します。











 サポートされているIPv6ネットワーク
サポートされているIPv6ネットワーク