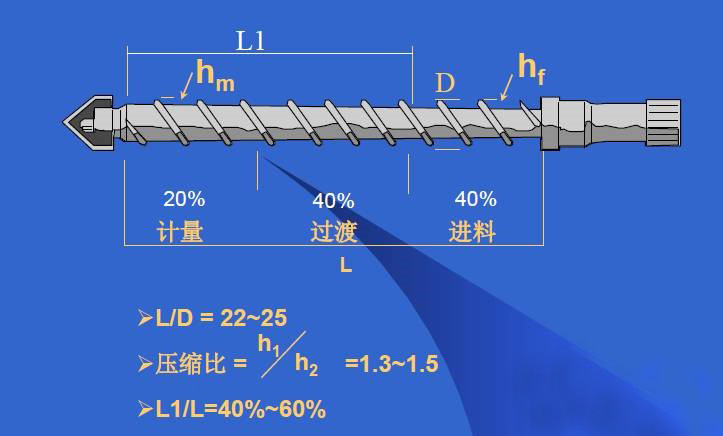
スクリューバレルの滑りを引き起こす多くの理由があります.たとえば、ネジとバレルの摩耗.射出成形機のスクリューの圧縮比は、送り部が短すぎて圧縮比が小さすぎると、搬送能力が低下し、スクリュースリップが発生します.一方向弁(逆止弁)の故障もネジの滑りにつながる可能性があります.さらに、供給の均一性は原材料の処理均一性に影響を及ぼし、溶融物の均一な輸送を引き起こし、スクリューの滑りにつながる可能性があります!
プロセスパラメータの分析
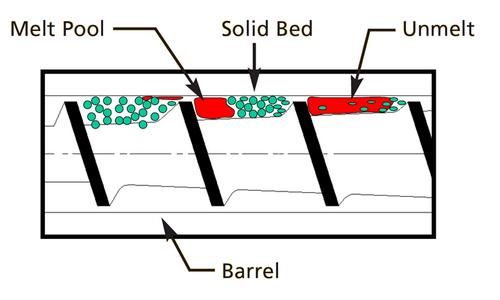
バレル後部の低温は、通常、射出スクリューのスリップの原因です.射出成形機のバレルは3つのセクションに分かれています.供給セクションの後ろでは、加熱および圧縮プロセス中に形成された溶融ポリマーの薄層が、前方への輸送に役立ちます. TPU 顆粒 .この薄い層がないと、ペレットを前方に輸送するのは困難です.装置と充填バレルが小さすぎると、バレル内の材料の滞留時間が短すぎて、この溶融ポリマーの薄層を形成できません.バレル内の材料の滞留時間が短すぎると、ポリマーが十分に溶融または混合できなくなり、スクリューが滑ったり停止したりします.
取引方法
1.バレルの端に少量のプラスチック材料を追加して洗浄し、溶融温度を確認します.滞留時間が短いと、溶融温度はバレル温度の設定値より低くなります.
2.バレル内で材料が十分に混合されていない場合、注入製品に大理石のマーキング、黒い斑点、または薄い縞が現れることがあります.
3.スクリューの回転と後退を調和させるために、バレルの温度を推奨設定より高くする必要がある場合があります.
背圧を高く設定しすぎると、ネジが失速したり滑ったりする可能性もあります.背圧設定を上げると、材料に入るエネルギーも増えます.背圧の設定が高すぎると、製品の品質とサイクルタイムに悪影響を及ぼします.背圧は、インジェクションバレルのコントロールバルブで調整できます.
機器の分析
スクリューとバレルに摩耗領域があると、スクリューは材料を効果的に前方に輸送できず、射出成形機のスクリュースリップが発生します.この状況では、スクリューとバレルを検査し、2つの間のクリアランスをチェックする必要があります.スクリューとバレルのはめあいクリアランスが基準値を超えた場合は、部品の交換または修理を行ってください.送り部が短すぎると送りが不十分になり、ネジが滑ってしまいます.供給セクションが短く、圧縮比が低いため、射出成形材料ごとに最適な圧縮比が異なります.チェックリング(チェックバルブ)の故障もネジを滑らせる可能性があります.
さまざまなプラスチック材料の圧縮比のデータシート
プラスチックタイプ | 給餌 段落 | 圧縮された段落 | 上記のすべて |
非結晶性プラスチック 結晶性プラスチック | フルレングス10%〜25% 60%-65%フルレングス | 55%-65%フルレングス1-2ピッチ | 22%-25%フルレングス 25%-35%フルレングス |
プラスチック名 | C 圧迫比 | プラスチック名 | 圧縮比 |
硬質PVC(錠剤) | 2.5(2-3) | PA-6 | 3.5 |
硬質PVC(粉末) | 2-4(2-5) | PA-66 | 3.7 |
軟質塩ビ(錠剤) | 3.2-3.5(3-4) | PA-11 | 2.8(2.6-4.7) |
軟質塩ビ(粉末) | 3-5 | PA-1010 | 3 |
PE | 3-4 | FEP | 3.6 |
PP | 3.7-4(2.5-4) | ABS | 1.8(1.6-2.5) |
PS | 2-2.5(2-4) | POM | 4(2.8-4) |
PMMA | 3 | PC | 2.5-3 |
MMS | 3 | PPO | 2(2-3.5) |
MC | 1.7-2 | PSU | 2-3 |
ペット | 3.5-3.7 | PH | 2.5-4 |
CPE | 2.5-3.3(2-4) | TPU | 1.25 |
材料の搬送が不安定になる樹脂フィードバレルの不適切な形状とサイズも、多くの射出成形スクリューの滑りの原因です.一般に、均一なサイズのプラスチックペレットは、正方形のフィードバレルでうまく処理できますが、リサイクル材料を追加すると滑りやすくなります.リサイクルされた材料と新しいプラスチックペレットの処理には、底部に緩やかな勾配のある円形バレルを使用してみてください.
材料の分析
材料粒子の形状とサイズは、材料供給の連続性に影響を与えます.不均一な形状のペレットは供給が困難になります.射出工場はバレルの後部の温度を上げて、材料がより早く溶け始めるようにすることができます.さらに、プラスチック材料の湿度が高いと、ネジの滑りが発生しやすくなります.したがって、吸湿性材料のナイロンとTPUを処理するときは、プラスチック材料を完全に乾燥させる必要があります.

もし 当社の製品に興味があり、詳細を知りたい場合は、ここにメッセージを残してください。 できる限りすぐに返信します。











 サポートされているIPv6ネットワーク
サポートされているIPv6ネットワーク